If you find yourself at any manufacturing show, conference or networking event, you’ll undoubtedly hear much chatter about Smart Manufacturing. Even a quick internet search or AI overview for a working definition of Smart Manufacturing still produces a fair bit of hype and a hint of over-promising. It may seem like the new horizon of manufacturing – however, the basic principles have been used in factories well prior to the term.
When terms like IIoT, robotics, and data analytics are tossed about it can make the adoption of Smart technologies sound quite expensive. But in reality, Smart Manufacturing is a way to uses real-time shop-floor data to make faster, smarter decisions that cut waste and boost output. It’s not about buying flashy software or jumping straight to AI; it can be as simple as a couple pragmatic steps like sensors to spot defects early.

Air heaters in automated production line
In Canada, the push toward Smart Manufacturing is driven by practical realities, not hype. Many facilities rely on aging production infrastructure that lacks real-time visibility, while skilled labour shortages and an aging workforce reduce on-floor oversight. Capturing machine and process data helps preserve operational knowledge and enables faster, more consistent decision-making without relying solely on experience.
At the same time, energy and input cost volatility, global competition from lower-cost regions, and pressure to increase uptime and yield without major capital expansion are tightening margins. Canadian manufacturers need to extract more performance from existing assets. Smart Manufacturing supports that shift by turning live production data into immediate operational decisions that reduce waste, stabilize throughput, and improve overall efficiency.
Immediate Operational Decisions
Before committing to buying expensive software or leaping to AI it is important to understand that Smart Manufacturing is a decision system, not a technology stack.
Imagine being able to immediately tell what was happening on the shopfloor or even predict and mitigate downtime. In Smart Manufacturing, decisions happen in real time using data from machines and processes, such as load cells on a conveyor that weigh products and automatically kick off underweight items to prevent scrap batches. If a dozen bad items trigger in a row, the system can shut down the line and alert managers instantly, shifting from end-of-day reports to immediate fixes. This speeds up reactions, stabilizes operations, and avoids losses from delayed problem-solving.
What does Smart Manufacturing / Industry 4.0 actually look like?
It is a factory nervous system. Data flows directly from your factory line to help in quicker fixes. This flow turns blind spots into instant visibility. By embodying Smart Manufacturing and Industry 4.0 principles, you can make significant improvements without overhauling everything.
A simple way to understand how a factory becomes “smart,” you need to picture the industrial automation stack. It is basically a ladder where data climbs as it moves from raw signals towards a business strategy.
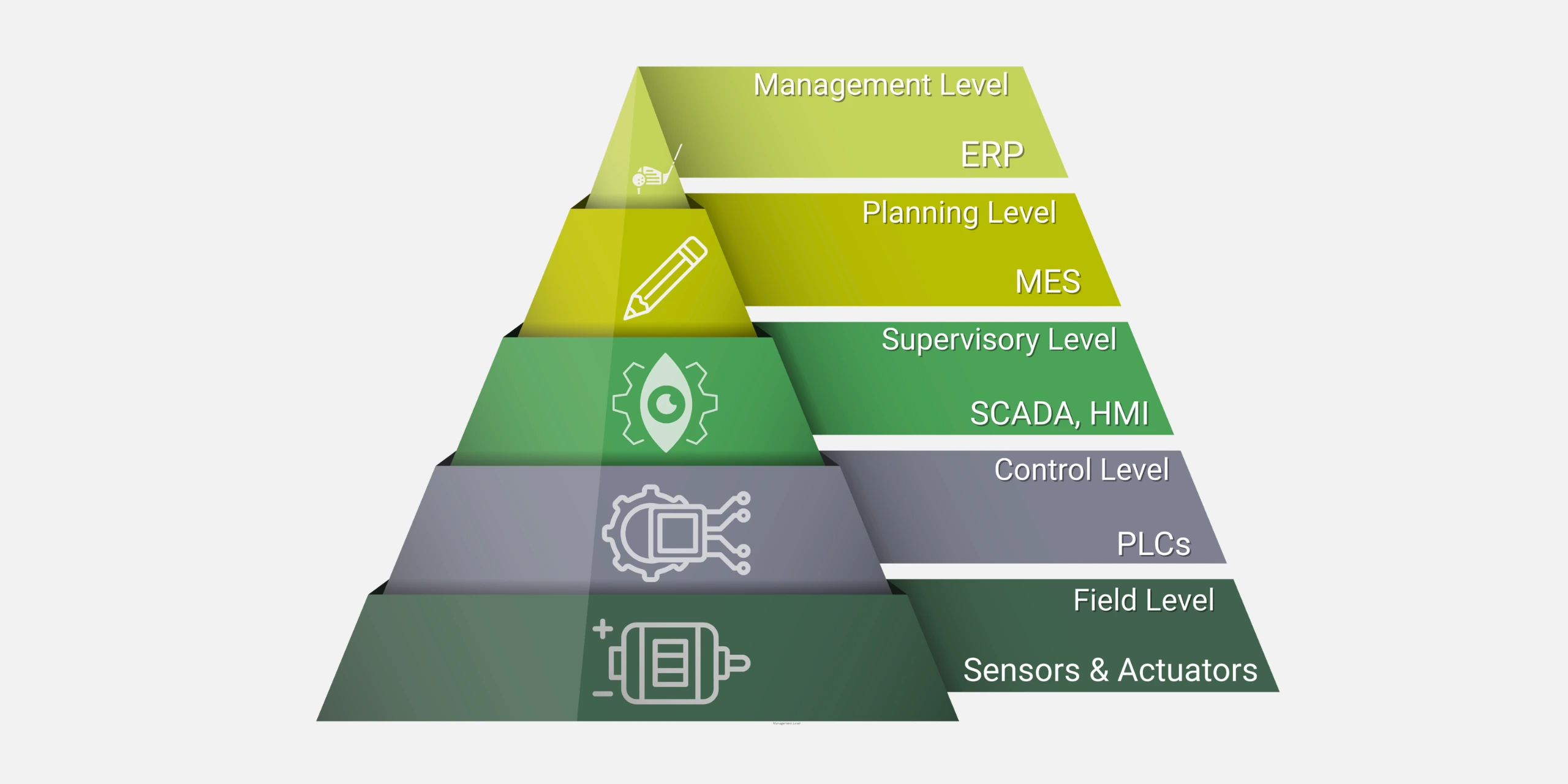
Industrial Automation Pyramid
Here’s the flow from bottom to top:
1. Field Level Devices – Sensors & Actuators (Where the data starts)
These are the “eyes and ears” of your equipment. They detect things like:
- Height
- Weight
- Position
- Speed
- Barcode/QR info
- Defects (via machine vision)
On their own? They’re not that smart. But it’s a start. And they can feed the next layer- Programmable Logic Controller (PLCs) that are the first decision makers.
2. Control Level – PLCs (Programmable Logic Controllers)
The First Decision Maker, this is where Smart Manufacturing actually begins. A PLC:
- Reads sensor inputs
- Applies logic
- Makes real-time decisions
- Tracks counts
- Records events
- Sends commands back to the machines
For example, in the case of Cultured Coconut, a simple temperature sensor was added to a fermentation tank.
The fermentation takes place during the evening when no operators are present. In the event of over-heating, the field sensor detects if and when the temperature rises above a predetermined threshold and transmits a signal to a PLC which automatically sends an alert by email or text to the plant operator.
And this PLC logs every decision it makes. This is a rather simple example of industrial protocol connectivity (OPC-UA, MQTT, Modbus) that not only informs, but can log and store historical data.
“The PLC is the first layer of “SMART” – it’s where raw sensor data becomes real decisions.” – Adam Desjardins, Enginuity Automation Engineer
This is the foundation of everything else.
3. Supervisory Level – The Visibility Layer (SCADA & HMI)
If the PLC is the brain, Human Machine Interface (HMI) and Supervisory Control and Data Acquisition (SCADA) is the eyes. Operators see:
- What’s running
- What’s stuck
- How many units passed
- Alarms, downtimes, status
And thus, supervisors get a larger view of the entire line or facility.
For the first time, we’re not just making decisions we’re seeing the impact.
“SCADA turns machine decisions into operator visibility – what’s happening, how often, and where everything went.” – Seinan Khan, Automation Engineer, Enginuity Inc.
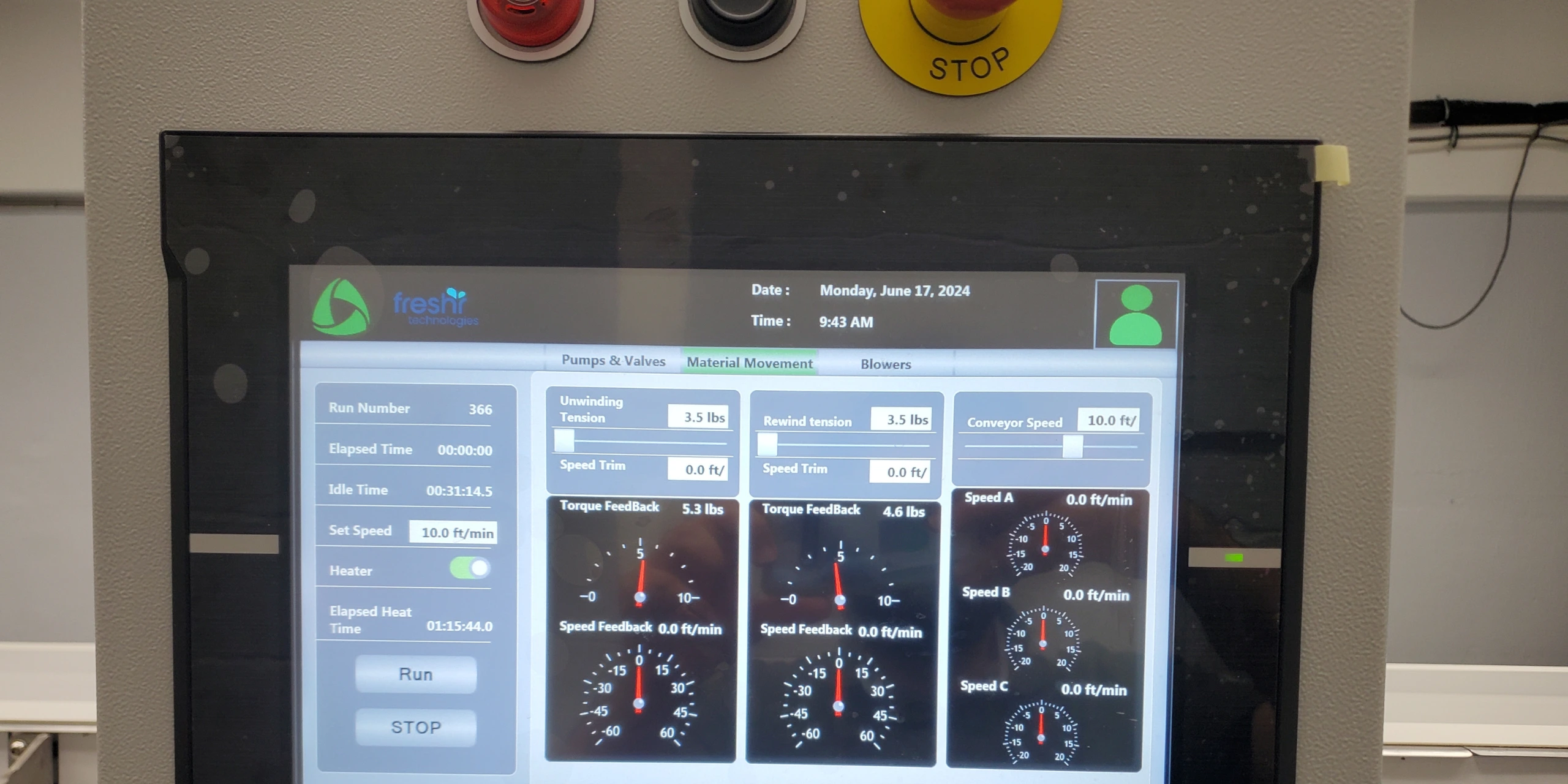
Pictured: Customised HMI (Human Machine Interface)
4. Planning Level – MES (Manufacturing Execution System) The Analysis Layer (Where things become truly Smart)
Key Aspects of MES in Canadian Manufacturing:
- Real-time Monitoring & Control: MES provides immediate visibility into production, allowing managers to track Work-in-Progress (WIP) and adjust to bottlenecks as they happen.
- Digitalization & Paperless Operations: Canadian manufacturers are moving away from manual, paper-based tracking (whiteboards/spreadsheets) to electronic work instructions and automated data collection.
- Traceability & Compliance: For regulated industries in Canada (such as food/beverage, pharmaceutical, aerospace, and medical devices), MES provides essential, detailed “as-built” records for quality tracking and regulatory compliance.
- OEE and Performance Improvement: MES calculates Overall Equipment Effectiveness (OEE) and other key performance indicators (KPIs) to analyze downtime, speed, and quality losses.
- Predictive Maintenance: As the old saying goes, “an ounce of prevention is worth a pound of cure.” Inputs leverage condition-based monitoring to support supply chain synchronization by minimizing unplanned downtime and ensuring consistent production flow.
This is where months or years of collected decisions turn into insight. MES systems analyze:
- Throughput
- Downtime
- Cycle times
- Operator efficiency
- Machine performance
- OEE
- Production bottlenecks
- Root-cause downtime patterns
Many of these inputs are used in Lean Manufacturing Principles. This is a statistical process used to control many aspects of which can drive total cost of ownership modeling and deliver measurable energy cost reduction. Speaking of energy reduction, monitoring through per-unit energy tracking empowers factories to target carbon footprint reduction across all stages of production.
“MES takes months of machine decisions and turns them into strategy.” – Dan Hill
This is where a factory stops reacting and starts optimizing.
Management Level – ERP Enterprise Resource Planning
In Smart Manufacturing, an ERP Integration system acts as the central nervous system that connects the business to the shop floor. It pulls real-time data from the field, control and supervisory levels to account for machines, inventory, orders, and quality checks into one consistent source of truth.
Modern ERP also integrates with Industry 4.0 technologies like IIoT sensors and MES, so decisions about capacity, maintenance, and delivery dates are data-driven and fast. The result is fewer surprises, less waste, and a more predictable, scalable operation. This stage is where important decisions like capital and operating expenditures are derived to make the best, most profitable actions.
In short, ERP Integration enhances production-to-business system integration, enabling executive-level ROI justification through unified performance and cost analytics.
But what does this mean in terms of ROI?
At a high level, ROI is a comparison between the upfront investment in automation and the annual financial value it generates. That value typically comes from labour savings, improved throughput, reduced scrap, and other operational efficiencies, after accounting for ongoing operating costs.
For example, a 100k automation cell generating approximately 80k in annual net benefit could recover its investment in just over a year. Over a longer horizon, the cumulative return can significantly exceed the original capital outlay.
Return will always depend on the specific application, production environment, and scope of automation. Based on our previous experience, however, most projects achieve full payback within a three to five year range.
Real World Example
In the case of IMO Foods, after conducting a full study of the plant, Enginuity eliminated most manual packing, reducing double handling and ensuring a systematic, automated process that increased food safety.
- Production forecasting
- Quality control analysis
- Machine health and maintenance requirements
- Batch, lot, and work order reporting
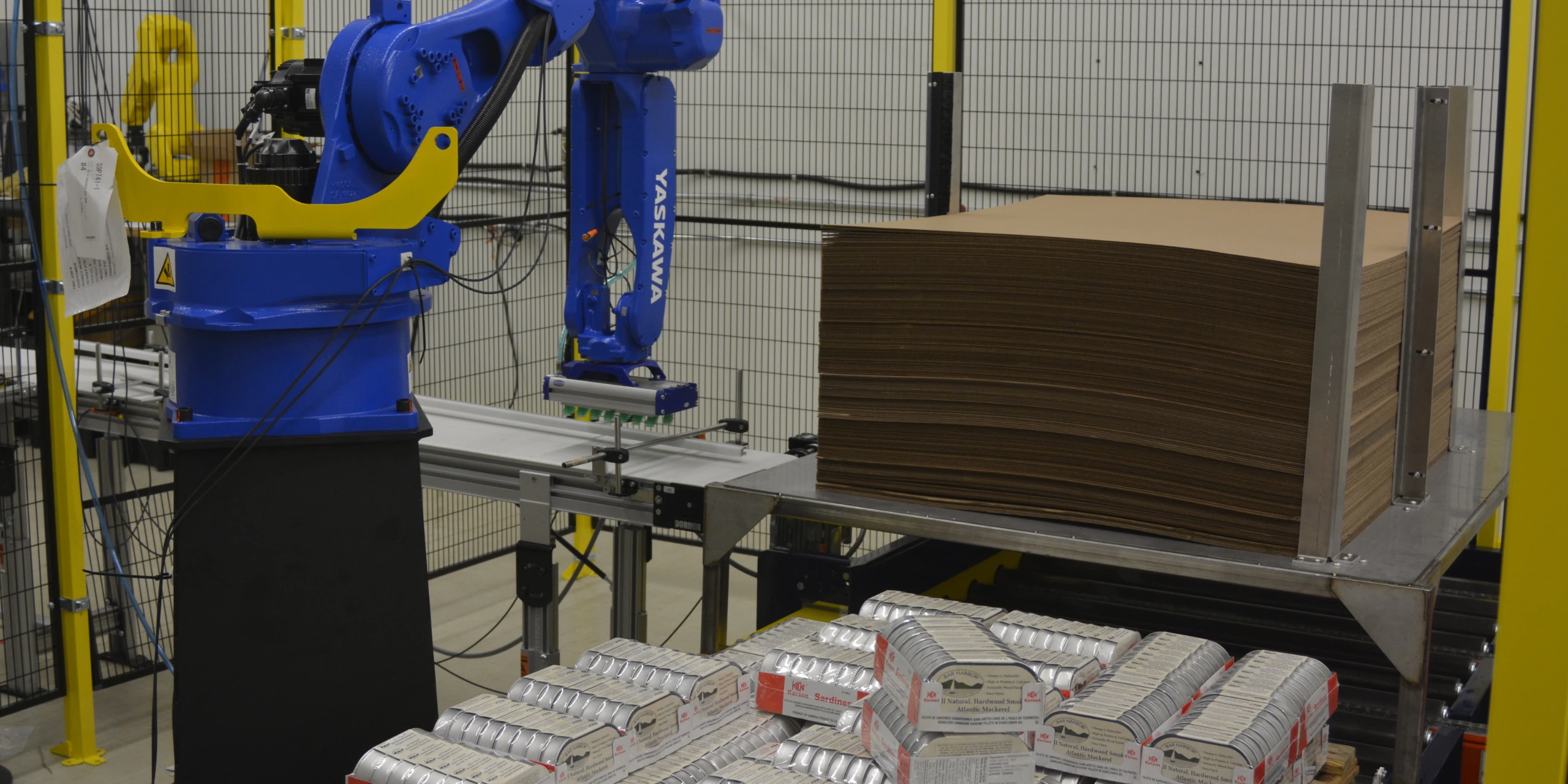
IMO Foods picking and pelletizing robot.
IMO Foods Ltd. is projected to achieve an estimated two-year ROI and a 10%–20% increase in overall factory efficiency, compounded on top of cost reductions from decreased manual labor. To see how this automation strategy was scoped, engineered, and implemented, explore our IMO Foods smart manufacturing automation case study.
Beyond Software and AI Hype
Before committing to buying expensive software or leaping to AI it is important to understand that Smart Manufacturing is a decision system, not a technology stack.
Start with pragmatic tools like OEE tracking or SCADA for machine corrections, easing into advanced tech only after pilots prove value.
Canadian SMEs dominate manufacturing here, facing capital hurdles, but low-cost pilots at bottlenecks build trust and ROI quickly, often under two years.
Why Canada Needs Smart Manufacturing Now
The Canadian manufacturing landscape has been turned on its head. Whole industries are pivoting, adjusting supply chains and looking for ways to deal with an aging workforce, energy and input cost volatility, global competition (offshoring).
Legacy gear from the ’70s-80s boom breaks down; skilled workers retire amid shortages. Energy costs spike, uptime demands grow, global low-cost rivals squeeze- all without big capex. Smart Manufacturing industry retrofits stabilize yields, slash energy waste (like spotting leaky compressors), and scale reliably.
The benefits of Smart Manufacturing are best thought of as a means of risk reduction, not a just trend.
How Smart Manufacturing Sharpens Decisions
Smart Manufacturing turns the reactionary maintenance into proactive prevention. It is the act of shifting from guesses to precision, also latency drops from days to minutes. Below are some Smart Manufacturing examples that compare the old way versus shifting to Smart Manufacturing
Some refer to this Smart Manufacturing benefit as “hyper-responsiveness”.
| Decision Area | Old Way | Smart Manufacturing Shift |
| Maintenance | Fixed schedules | Condition-based via vibration data |
| Quality | End-of-line checks | In-process sensors for built-in quality |
| Production | Static plans | Real-time takt adjustments |
| Energy | Plant-wide bills | Per-unit tracking, auto-idle |
Smart vs. Traditional: Real Comparison
Most Canadian plants run legacy equipment, but Smart Manufacturing Technologies retrofit seamlessly, no “rip-and-replace”. These incremental changes are the giant leaps to adopting Industry 4.0 and increasing OEE gains on old gear.
| Aspect | Traditional | Smart Manufacturing |
| Visibility | Shift reports | Live dashboards on bottlenecks |
| Decision Latency | Hours/days | Seconds via signals |
| Responsiveness | Rework chaos | Andon stops, fast fixes |
| Risk | Scrap piles | Early detection |
Canadian Realities That Make It Essential
The Canadian Manufacturing sector is dominated by SMEs. They comprise often rural, multi-hat engineers, with legacy machines who require quick 1 to 2 year ROIs. For a quick and simple win, here’s a couple of ways to get going right away.
Start Smart Manufacturing Today
- No big leaps – pragmatic rollout.
- Pinpoint bottlenecks first.
- Sensor few key assets.
- Validate data rigorously.
- Unite operators/engineers (break silos).
- Pilot visibly; scale post-trust.
If you’ve made it this far into the blog, you undoubtedly understand the potential of Smart Manufacturing. It should be said, however, that the first and most important step is a change in mindset. Culture buy-in from your team is paramount. You are not alone. It is a challenging landscape in Canada. But Smart Manufacturing allows you to do a lot more with a lot less.
So, look around your shop floor and dip a toe into a known pain point and start small. Align your team with the mission and let Smart Manufacturing help you get there.